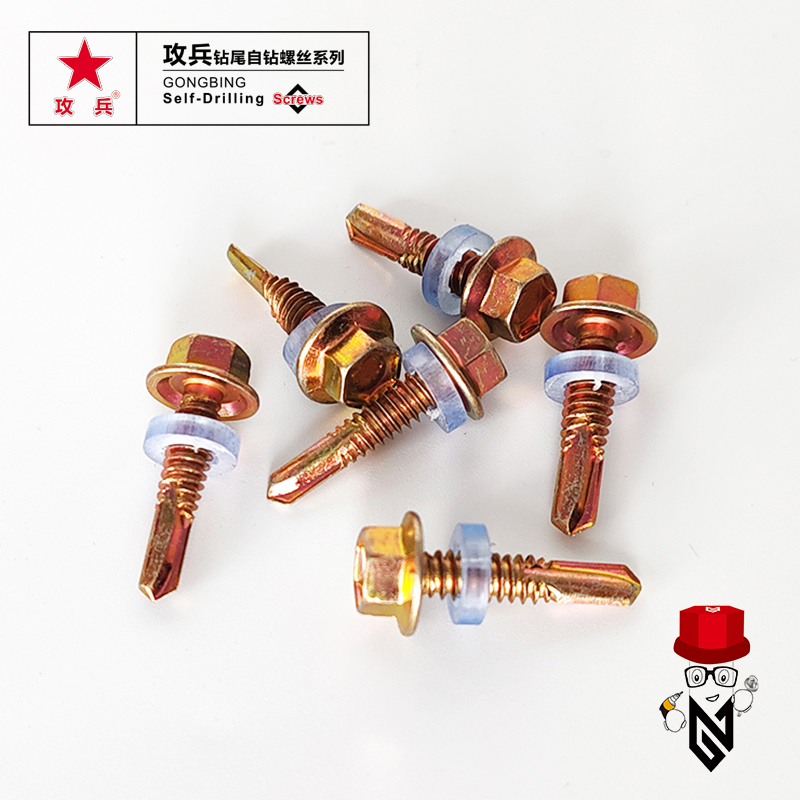
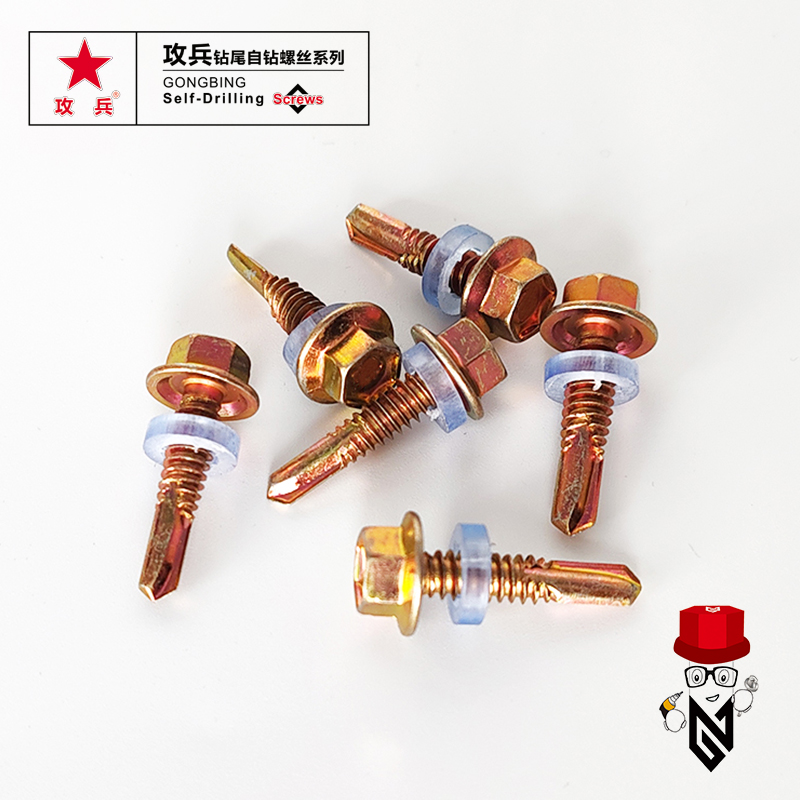
The 'hex head' denotes the type of drive required for installation. Unlike other screw heads, a hex head requires a hex wrench or socket wrench to tighten or loosen, offering more torque control than a phillips or flathead screw. This makes them ideal for heavier duty applications where precise tightening is necessary, minimizing the risk of stripped screws or damage to the surrounding wood.
...
2025-08-15 22:23
972